


C6140/C6240 mellansvarv i metall
Specifikation
| Modell | C6 1/2 40C | ||
| Bearbetningskapacitet | Max gungdiameter över sängen | 400 | |
| Max.svängning över tvärglid | 230 | ||
| Maximal vriddiameter vid sadeln Maximal vriddiameter vid sadeln
| 560 | ||
| Mittavstånd | 750,1000,1500 | ||
| Sängens bredd | 360 mm | ||
| Slända | Spindelhål | Φ52/80 mm | |
| Snurradle näsan | C6 | ||
| Spindel avsmalnande | MT6 | ||
| Spindelhastighetsintervall(Steg) | 40-1400 (9 steg) | ||
| Utfodra | Metriska trådar(siffra) | 0,25-14 mm (19 sorter) | |
| Tum tråds(siffra) | 2-40/tum | ||
| Modulär tråds(siffra) | 0,25-3,5 mπ (11 sorter) | ||
| Transport | Tvärglidslag
Tvärglidslag
| 180 mm | 222 mm |
| Verktygets viloslag Litet verktygsvilaslag
Litet verktygsvilaslag
Litet verktygsvilaslag
Litet verktygsvilaslag
Litet verktygsvilaslag
Litet verktygsvilaslag
Litet verktygsvilaslag
| 95 mm | ||
| sektionsdimension
| 20 x 20 mm² | ||
| Stjärtstock | Avsmalnande av tailstock-hylsan | MT4 | |
| Diameter på tailstock-hylsan | 65 mm | ||
| Slag av tailstock-hylsan | 140 mm | ||
| Huvudmotor | 4kw | 5,5kw | |
| Paketstorlek: (L xWxH) |
| ||
| Mittavstånd 750 mm | 2220 x 1150 x 1590 mm | ||
| 1000 mm | 2470 x 1150 x 1590 mm | ||
| 1500 mm | 2970 x 1150 x 1590 mm | ||
| Vikt:NW/GW (KG) |
| ||
| Mittavstånd750 mm | 1400 | 2050 | |
| 1000 mm | 1500 | 2150 | |
| 1500 mm | 1650 | 2300 | |
Funktion hos C6140 manuell svarvmaskin
Den kan användas för svarvning av cylindriska och koniska ytor, ändytor och inre hål, samt en mängd olika metriska och tumgängor.
1. Spindel: genom diametern 52MM, i linje med den internationella standarden ISO-C6;utöka omfattningen av schaktbearbetning.
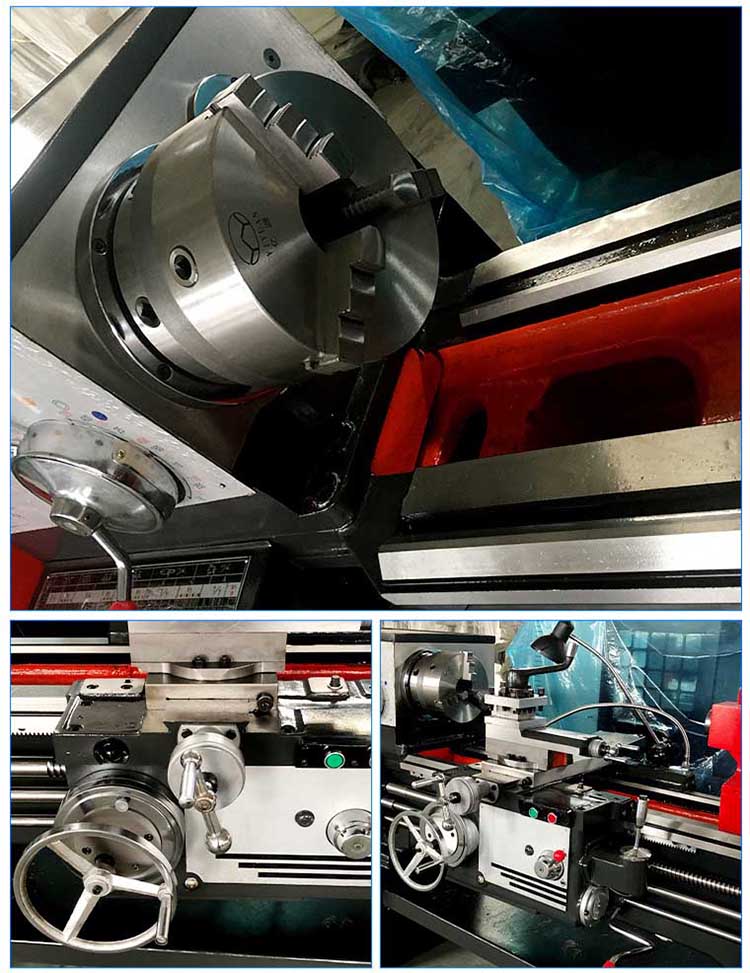
2. Fyrkantig ändstock: Stjärtstocken har en snabb kamklämanordning, som har hög arbetseffektivitet.Det finns en anordning i ändstockshylsan för att förhindra rotation av borrkronan, vilket undviker skador på avsmalningen av det inre hålet i ändstockshylsan på grund av rotationen av borrkronan orsakad av felaktig användning, och effektivt skyddar ändstockskomponenterna.
3. Styrskenas yta: antar numerisk styrning av superljudfrekvenssläckning och periferisk slipning, vilket har fördelarna med hög precision och bra slitstyrka.
4. Huvudväxellådan antar Harbin-lager i en komplett uppsättning, och spindeln antar Harbin BEARING högprecisionsstöd med dubbla kullager för att säkerställa noggrannheten och stabiliteten hos spindeln under höghastighetsrotation, vilket skapar nödvändiga förutsättningar för tillverkning av CNC svarvar.
5. Chuck: Metallchucken med tre käftar är standardkonfigurationen för svarven, och andra chuckar kan väljas, vilket är användbart för åtdragning.Föremål med olika regler bidrar till bearbetning och snabb produktion.
6. Styrskenans bredd är 400 mm, härddjupet är 4 mm och slitstyrkan och stabiliteten är hög.

Besiktning före körning av vanlig svarv
1. Tillsätt lämpligt fett enligt smörjschemat för verktygsmaskinen.
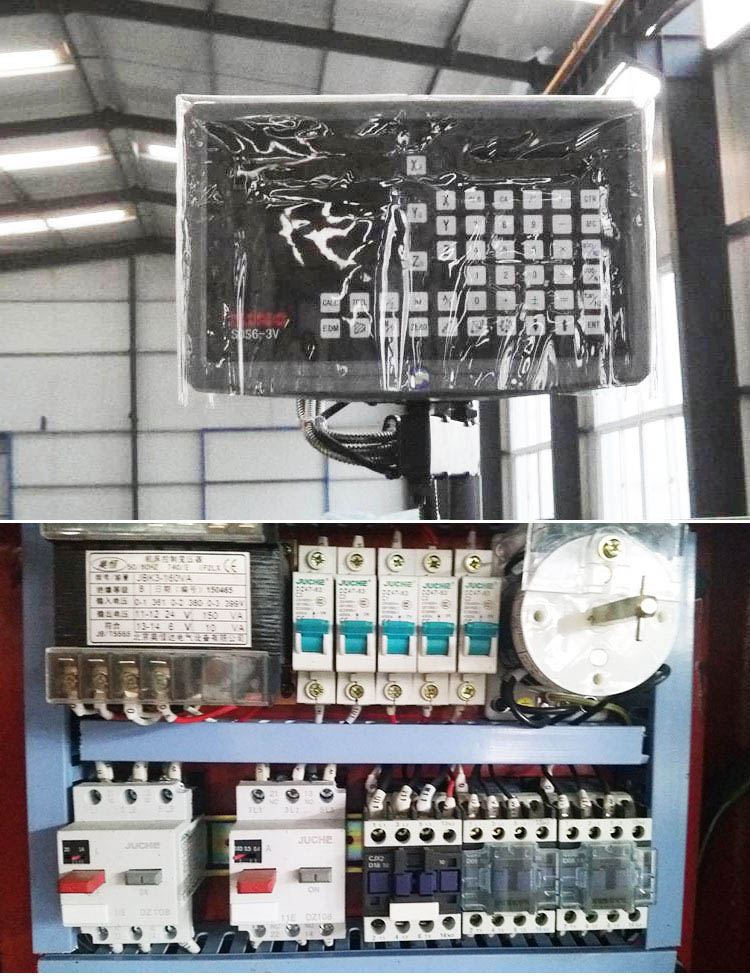
2. Kontrollera att alla elektriska anordningar, handtag, transmissionsdelar, skydds- och begränsningsanordningar är kompletta, pålitliga och flexibla.
3. Varje växel ska vara i nollläge och bältets spännhet ska uppfylla kraven.
4. Det är inte tillåtet att förvara metallföremål direkt på sängytan för att undvika skador på sängytan.
5. Arbetsstycket som ska bearbetas är fritt från lera och sand för att förhindra att lera och sand faller in i vagnen och skadar styrskenan.
6. En tom testkörning måste utföras innan arbetsstycket inte är fastklämt, och arbetsstycket kan installeras efter att ha bekräftat att allt är normalt.





