



SM385 kina fanuc controller 5-axlig schweizisk cnc-svarv till salu
Funktion hos sm385
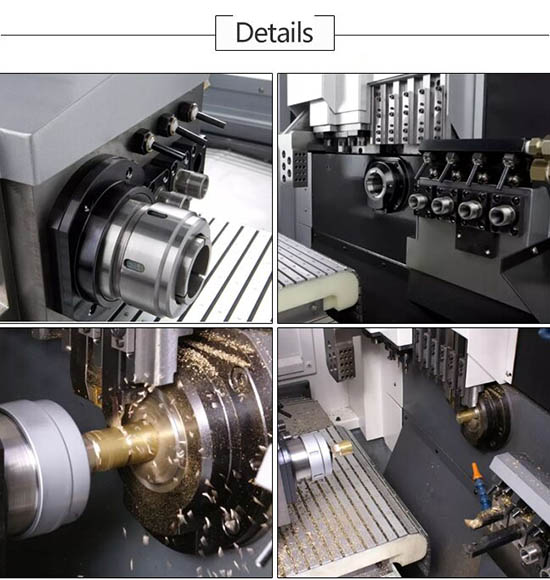
1. Hög flexibilitet: Den kan bytas ut med eller utan styrhylsor.Elverktyget kan utrustas med snabbväxlingsgänga virvelvindsfräsning, krafthuvud, VDI-verktyg, spåntransportör, olja 2. Stort bearbetningsutrymme och enkel manövrering: lätt att byta verktyg, det vertikala nedåtriktade verktyget kan få bästa spånavlägsnande.
3. FANUCα-serien är bättre än β-serien för tvärgående elverktygsmotorer och matningsmotorer.
1) α-serien är FANUC:s högst utrustade motor, och dess noggrannhet, prestanda och livslängd är bättre än β-serien.
2) β-seriens motorer har ingen temperaturdetektering.Under kontinuerlig drift eller hög belastning kommer temperaturen på motorn att fortsätta att stiga, vilket kommer att skada motorn och systemet.
3) Spindel- och servoförstärkarna i vårt företag använder α-serien (FANUC är den högsta konfigurationen), och spindel- och tvärförstärkarna är separerade, β-serien är ekonomiska förstärkare och priset är lägre än α-serien, och spindel och tvärgående förstärkare är integrerade.Alla måste bytas ut vid senare underhåll och byte, och underhållskostnaden för β-serien är högre än för α-serien.α-motorvridmoment, återkopplingsnoggrannhet, kodarupplösning och strömdetektering är mycket starkare än β-motorer.
Specifikation
| Beskriva | Enhet | SM385 | |||
| Mekaniker | Styrsystem |
| Fanuc 0i | Syntec | |
| Max bearbetningsdiameter | mm | ¢38 | |||
| Stroke | mm | 210 | |||
| Huvudspindel /Subspindel RPM | rpm | 8000/8000 | 6000/6000 | ||
| Snabb travershastighet | m/min | 32(X1:24m/min) | 24 | ||
| Verktyg | OD-verktyg | ea | 5×[□16×16] | ||
| Arbetsredskap fram | ea | 3×[Ø25-ER16]+2×[Ø20-ER16] | |||
| Korsdrivna verktyg | ea | 4×[ER16] | |||
| Verktyg på baksidan (fasta) | ea | 4×[Ø20-ER16] | |||
| Motorer | Spindelmotor | kw | 5,5/7,5 | 5.5 | |
| Subspindelmotor | kw | 1,5/2,2 | 3 | ||
| Driven | kw | 1 | |||
| Korsa | kw | 0,55/1,1 | 1 | ||
| Kylvätskemotor | kw | 0,9 | |||
| Andra | Kylvätsketankens kapacitet | L | 200 | ||
| Smörjtankens kapacitet | L | 1.8 | |||
| Höjd från golv till spindel mitt | mm | 1000 | |||
| Dimensionera | (L) | mm | 2760 | ||
| (W) | mm | 1564 | |||
| (H) | mm | 1882 | |||
| Vikt | kg | 4500 | |||
| NC-kontroll | Styrbara axlar | 7 axlar/4 axlar | |||
| LCD | LCD 10,4" | ||||
| Systemstandardparametrar | Standard | ||||
| Styv knackning | Standard | ||||
| Handhjul | Standard | ||||
| Synkron/hybridstyrning | Standard | ||||
| Helix interpolation | Standard | ||||
Fördel med sm385 cnc svarvmaskin
1. Högstyvhet kombinerad bearbetningskapacitet för svarvning och fräsning
Det kan tillämpas på industrier som kommunikation, hushållsapparater, elektronik och leksaker.Den kännetecknas av en stor diameter, komplexa procedurer, höga precisionskrav, kombinerad bearbetning av svarvning och fräsning och en stor mängd verktyg.SM385 cnc-svarv av schweizisk typ har starka svarvnings- och fräsningsbearbetningsmöjligheter och kan bearbetas till storlek med ett snitt.Den traditionella bearbetningsmetoden är att använda CNC-svarvar, bearbetningscenter (eller fräsmaskiner, borrmaskiner), flera verktygsmaskiner och flera procedurer för att slutföra bearbetningen.Antalet utrustning som krävs är stort, produktionseffektiviteten är låg, och bearbetningsnoggrannheten för delarna efter att arbetsstycket är fastklämt är svårt att garantera.

2. SM385 cnc-svarvmaskin av schweizisk typ har hög styvhet svarvning och fräsning, med en klämning som kan realisera den höga styvheten hos arbetsstyckets yttre cirkel, svarvyta, gängning, spårning, skärning och tvärgående fräsning, borrning, gängning och frontyta och Flera sammansatta bearbetningsmöjligheter såsom borrning, gängning och borrning på baksidan efter kapning.

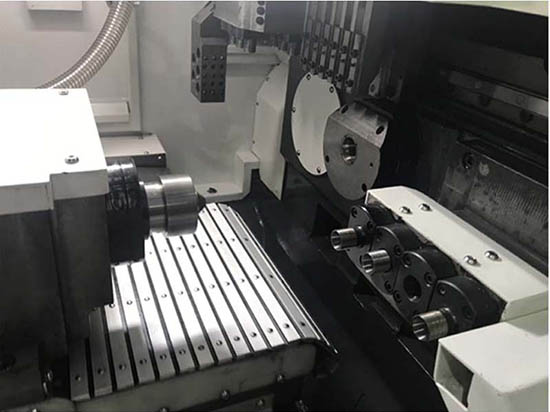
3. Dubbelspindlig design för bakbearbetning efter skärning och samtidig bearbetning
För delar som inte kräver några konvexa och konkava defekter i mitten av den bakre ändytan av arbetsstycket, eller för slanka axeldelar som kräver att huvud- och underspindlarna spänns fast och roteras synkront, och för delar som kräver fräsning, borrning, tråkig, och knacka på snittytan, dubbel Spindelmodellen kan vara fullt kvalificerad.Dessutom kan huvud- och underspindlarna styras samtidigt eller oberoende av varandra.
4. Automatisk blankmatning och automatisk blankning av färdiga produkter
Genom att konfigurera en stångmatare vid matning och korta/långa delar som fångar upp vid mottagning, kan verktygsmaskinen realisera ett läge "en person, flera maskiner" för en persons drift och flera skötare, vilket förbättrar automatiseringen av utrustningen och sparar mycket företag.Mänskliga resurser kan hjälpa mycket.
Dessutom har modellen "cnc schweizisk svarvmaskin" också följande enastående egenskaper:
1) Interpolationsfunktion för flera axlar: för att effektivt förbättra bearbetningseffektiviteten och möta bearbetningen av komplexa delar;
2) Höghastighets synkron roterande styrhylsa: för att uppfylla kraven för höghastighetsbearbetning;
3) Tillräckligt hög noggrannhet: för att möta de ökande noggrannhetskraven för flyg, precisionsinstrument, kommunikationsutrustning och andra delar.






