



ck6150 Hög precision 4 stations elektrisk cnc maskinsvarv
Funktioner
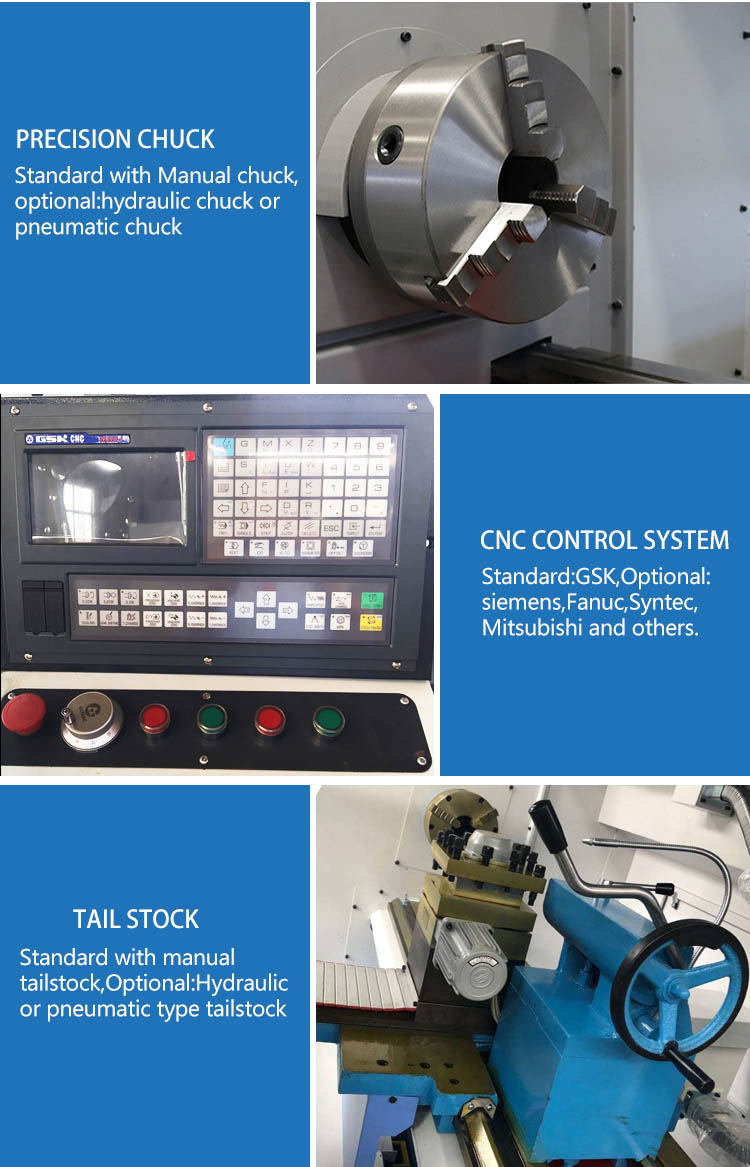
1. Integral gjutningsstruktur av horisontell planbädd;
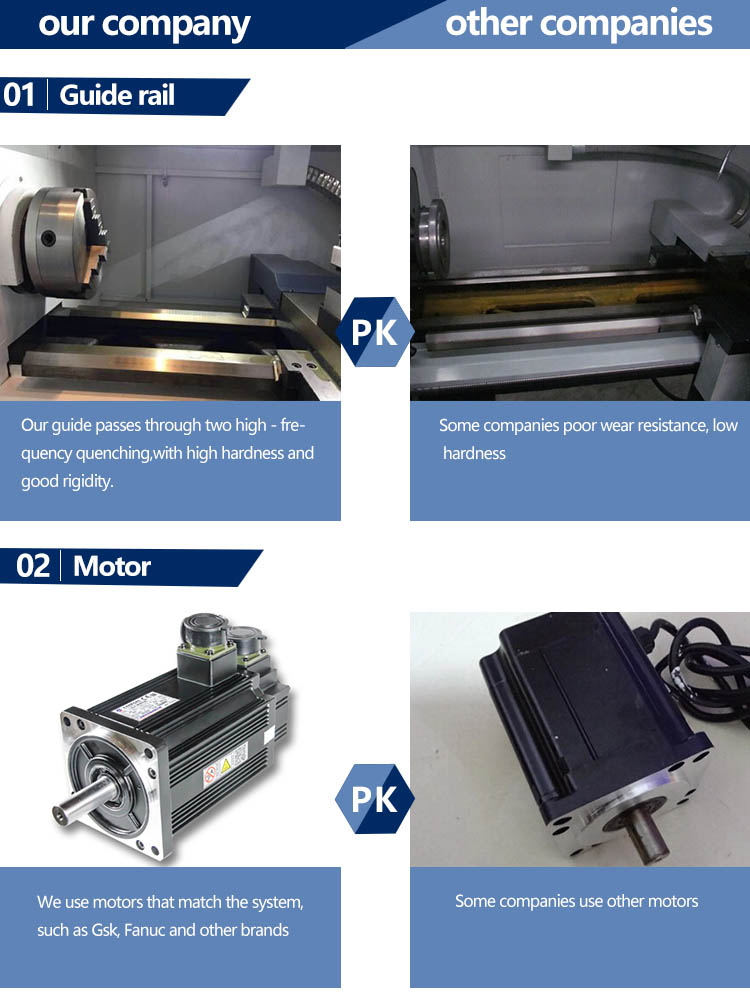
2. Ultraljudfrekvenssläckning av sängstyrskenan;
3. Matningssystemet antar servodrift;
4. Precision kulskruv, hög styvhet precision komposit lagerstruktur;
5. Fogytan på kulskruven och styrskenan antar automatisk påtvingad smörjning;

| Artikel | CK6150A |
| Max.sväng dia.över sängen | Φ500 mm |
| Max.sväng dia.över tvärglidning | Φ280 mm |
| Bearbetningslängd | 1500 mm |
| Sängens bredd | 400 mm |
| Dia.av spindel | Φ82 mm |
| Spindel avsmalnande | 1:20/Φ90 |
| spindelnäsa | Typ av spindelhuvud D-8 |
| Spindelhastighet | 14-1500 rpm |
| Spindelhastighetssteg | steglöst |
| chuck storlek | 250 mm |
| Verktygshållare | 4 station |
| Verktygsfältsektion | 25x25 mm |
| Huvudmotoreffekt | 7,5KW |
| X/Z-axelns positionsnoggrannhet | 0,02/0,025 mm |
| X/Z-axelns repeterbarhet | 0,01/0,012 mm |
| X/Z-axelrörelse | 360/750mm/1000mm/1500mm |
| X/Z-axel snabb matningshastighet | 8/10 M/MIN |
| tailstock ärm resa | 150 mm |
| Avsmalnande bakdel | MT5 |
| Dimensionera | 3160*1560*1730mm |
| vikt | 3500 kg |

Ansökan
Maskinen kan flytta och bearbeta delar enligt det programmerade programmet.Den integrerar de senaste teknologierna som maskiner, automation, datorer, mätning och mikroelektronik, och använder en mängd olika sensorer, 2. Sensorerna som används på CNC-verktygsmaskiner inkluderar främst fotoelektriska omkodare, linjära gitter, som främst används för att detektera position, linjär och vinkelförskjutning, hastighet, tryck, temperatur, etc.
1. Själva verktygsmaskinen har hög precision, hög styvhet och hög produktivitet.
2. Verktygsmaskinen har en hög grad av automatisering, vilket kan minska arbetsintensiteten;
Produktkategorier
-

ck6180 Heavy duty metall horisontell maskin cnc...
-

SM325 fabrikspris cnc svarvmaskin av schweizisk typ...
-

CK6140 A 4 stations elektrisk maskin cnc svarv med...
-

TCK36 Kina fabrikspris metall cnc-svarvning sla...
-

TCK630 Kina cnc lutande sängfoder styrvägs ribba...
-

AWR25 diamantskärande cnc-svarv för lättmetallfälgar...





